硬度:HB170-240
材质:HT250
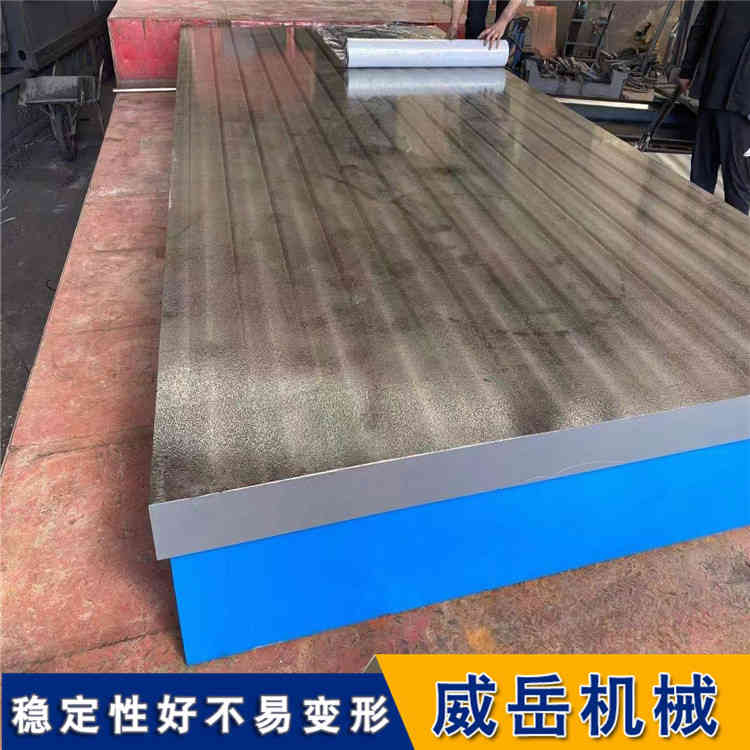
一起了解用途广泛的T型槽平台
T型槽平台浸涂法。是将T型槽平台砂芯浸入涂料中经短时间取出,是T型槽平台砂芯获得涂层的涂覆方法。生产,容易获得光洁,均匀的涂层,适用于机械化作业的砂芯上涂料。T型槽平台流涂法。它是靠流涂机泵将涂料压送出流涂嘴后浇到型砂表面的一种涂覆方法,多余涂料流回涂料流回,可以继续使用。流涂法的生产,涂后无刷痕,表面光洁,涂料浪费少,对环境污染小,操作容易。缺点是涂层厚度不易控制,对涂料性能的要求较严格,比较适合树脂砂生产线。
T型槽平台用于零件划线研磨加工,安装设备等。T型槽平台是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及零件的划线,铆焊研磨工艺加工及测量等,还可用于机床机械检验测量基准。工作面上开孔和T型槽,孔主要用来清理铆焊时的一些铁渣和废弃物,T型槽主要是用来固定工件。
铸铁T型槽平台的生产工艺流程:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位,外观检验并划线、加工、检验,铸铁T型槽平台工件调平、人工刮研、检验科检验合格后才可以进行后续的工艺。铸铁T型槽平台的外观处理、喷漆、包装、入库。测试台是工件检验和标志的平面基准。台架应水平调节。各支点的负荷均布,环境温度,应避免振动。若铸铁T型槽平台在调温过程中出现热胀冷缩,则不必担心。这种情况很常见。铸件只需等待一段时间即可恢复,还可作为铸铁T型槽平台的温度适应性阶段。
T型槽平台四周涂料的应用范很广,无论是干型,表面干型,还是金属型或湿型(湿型表面撒微粉状石墨粉)铸造都使用涂料。T型槽平台涂料的涂覆方法有刷,浸,喷和流涂等。生产实践中应综合考虑批量生产工艺,型的大小和结构等因素合理选择涂覆方法。T型槽平台刷涂法。较简易,较灵活,较常用的涂覆方法。用单笔将涂料刷到型上,它要求涂料浓度要合适,刷时要边刷边搅动,并且要均匀。
上涂膏时,先将T型槽平台砂型刮去一层,然后抹上2MM左右的涂膏,用刷子单方向地将涂膏压紧压实,再刷一层稀涂料。该方法生产效率低,涂层质量也不易稳定。
铸铁T型槽平台使用黏土湿型砂工艺的优点:所用原材料价便宜,来源丰富造型方便,砂型不必烘干,铸型生产周期短,易于实现大批量生产,回用砂中未脱水失效的蓬润土与水混合后既能恢复轻度,旧砂回用性好,回用设备少,经过长期应用,已经发展一系列造型设备,一般机器造型所生产的铸件其尺寸精度不亚于化学自硬砂,高压造型方法所生产的铸件尺寸精度可与熔摸铸造相媲美,黏土湿型砂不同机器造型方法所生产的铸件尺寸的铸件尺寸精度和表面粗糙度。铸铁T型槽平台铸件的质量,除制订严格的型砂配比和混制工艺外,还应定期检查和控制型砂在使用中的基本性能变化。威岳机械谢女士15350773479